
TECO东元变频器-核心代理商
东莞市新亿科电子科技有限公司
全国服务热线13922952859
锻压机械是工业基础装备的重要组成部分之一,冲压设备是锻压机械家族一大成员,在航空航天、汽车制造、交通运输及冶金化工等重要工业部门得到广泛应用。任何一个工业发达国家,其冲压设备的技术水平和拥有量,都是其工业发达水平的重要标志。
1.冲床就是冲压式压力机,故也称为压力机。通过各种模具的应用可以做出传统机械加工所无法达到的产品。冲压生产主要是针对板材。通过模具,能对板材做出冲孔,成型,修整,精冲,整形及挤压件等等,广泛应用于电子、通讯、电脑、家用电器、家具、交通工具、五金零部件等冲压及成型。
2.常见冲床品牌
精密冲床技术源于日本,后经台湾金丰、协易冲床等的仿制创新,国内冲床品牌开始依样蜂拥而上,逐步兴起,才有了今天的众多品牌,但由于在研发、生产、组装等工艺环节每个厂家的管理方式和技术水平不同,直接造成了国内冲床品牌外观相似,精度、速度及价格大不同的现状。
日本冲床系列:AIDA.、YMADA、AMADA、DOBDY、KOMATSU精密冲床;
台湾冲床系列:金丰、协易、瑛瑜、振力 东泰冲床;
国内冲床系列:硕尔、米斯克 、固安力、澳玛特、博信、博仑、威荣、扬力、沃克(上海二锻)等;
徐锻,杨力,沃德,济二等国内冲床压力机(主要指我们常说的气动精密冲床)
按吨位大小及品质级别分类排序:
大型 (800及吨以上 ):济二—金丰(台资)—协易(台资)......
中型 (300-600吨级别):金丰(台资)—协易(台资)—东泰(台资)—硕尔—捷迈......
中小型(15-250吨级别):第一类:金丰(台资)—协易(台资)—瑛瑜(台资)--振力(台资)--东泰(台资)——硕尔、奥玛特、米思克、泰易达、博信、欧泰、固安力等.....
第二类:扬锻—广锻---浙锻---徐锻---沃得—扬力......
3.冲床特点
(1)高刚性、高精度机架,并经热处理、消除了机身的内应力以使设备长期稳定工作不变形。结构件负荷均匀,钢性平衡。
(2)高精度:设备主要部件曲轴、齿轮、传动轴等部位均经硬化热处理后在研磨加工都有很高的耐磨性,长期性能稳定,确保了高精度稳定的要求。
(3)操作性能可靠、安全:采用了区别于传统的刹车器,离合器/刹车器的组合装置具有很高的灵敏度,确保了冲床滑块高速运动及停止的精确度与安全性。
(4)生产自动化、省力、效率高。冲床可搭配相应的自动送料装置,可完全实现自动化生产,成本低、效率高。
(5)滑块调整机构:滑快调整分为手动调整和电动调整,方便可靠、安全快捷,
精度可达0.1mm。
4.冲床吨位说明
目前,大部分冲床生产厂家生产15---600T的冲床,冲床吨位的选择主要按
冲裁力来计算。所谓冲裁力,是指在冲裁时材料对模具的最大抵抗力。计算公
式为:P=K x L x t x τ
P—平刃口冲裁力(N); t—材料厚度(mm);
L—冲裁周长(mm); τ—材料抗剪强度(MPa);
K—安全系数,一般取K=1.3 ;
吨位 | 15 | 25 | 35 | 45 | 60 | 80 | 110 | 160 | 200 | 260 |
电机 | 2.2/6 | 3.7/4 | 3.7/4 | 5.5/4 | 5.5/4 | 7.5/4 | 11/4 | 15/4 | 18/4 | 22/4 |
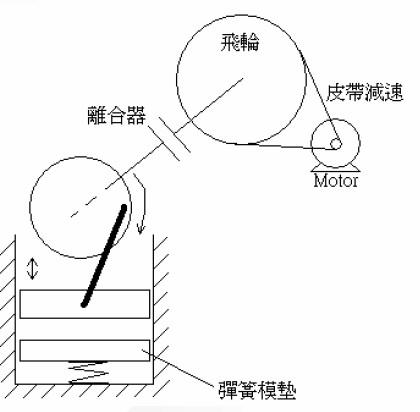
5.工作原理
冲床设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,高速冲床经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,高速冲床从主电动机到连杆的运动为圆周运动。冲床连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型) ,经由这个机构将圆周运动转换成滑块的直线运动。
6.负载特性分析
电机作圆周运动, 冲床下冲和上升过程中负载特性不同:
⑴ 冲床下冲
利用飞轮的大惯性冲压工件,此时马达工作于发电机状态, 通过变频器产生反生电压,造成直流电压升高。
⑵冲床上升
拖动大惯性负载,负载较重,工作电流急剧上升。
7.系统组成 : HMI + PLC + 变频器 (+ 伺服)
1.A510针对冲床的设计
⑴ 种类、规格繁多
A510机种齐全,功率范围200V 1-100HP/380V 1-215(375)HP;
⑵ 机台震动大
A510采用耐震动设计,主板、控制板之间采用排线连接;
⑶ 大量生产,需要简单设定参数/复制参数
A510具有PC software & copy unit,拷贝模块最大可存储128组;
⑷ 工作过程中能量回生大
A510采用SLV控制模式 + 智慧型刹车(OVP);
⑸ 设备油污
A510采用耐环境设计,全系列coating。
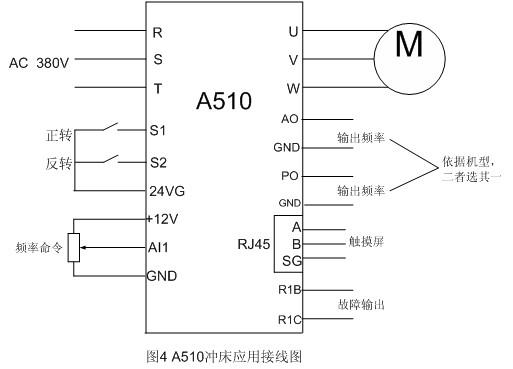
2.A510配线图
3.参数说明
参数代码 | 设定值 | 单位 | 功能说明 |
00-00 | 2:SLV矢量模式 | 控制模式选择 | |
00-14 | 依需求 | S | 加速时间 |
00-15 | 依需求 | S | 减速时间 |
01-14 | 420 | V | 电源电压 |
03-36 | 依需求 | Hz | 输出脉波刻度(只有部分要求脉冲输出之冲床需设定) |
马达参数自学习 (设置00-00=2时,需进行自学习,此时请保证变频器与电机保持接通状态) | |||
17-00 | 0/1 | 0:动态自学习(自学习过程中马达会旋转) 1:静态自学习 | |
17-01 | (依马达铭牌) | KW | 马达额定功率 |
17-02 | (依马达铭牌) | A | 马达额定电流 |
17-03 | (依马达铭牌) | V | 马达额定电压 |
17-04 | (依马达铭牌) | Hz | 马达额定频率 |
17-05 | (依马达铭牌) | rpm | 马达额定转速 |
17-08 | 340 | V | 马达无载电压 |
17-09 | 30%的马达额定电流 | A | 马达无载电流 |
17-10 | 1 | 自学习使能 | |
17-10设置为1后,按面板“RUN”键,开始马达参数自学习,自学习完成后,显示“AtEnd”,按“DSP”后返回正常画面。 | |||
20-00 | 6~10 | 速度控制增益(高频) | |
01-02 | 依需求 | Hz | 最大频率(当冲床最高转速需求大于马达额定频率时,需在学习后重新设定此参数) |





